






















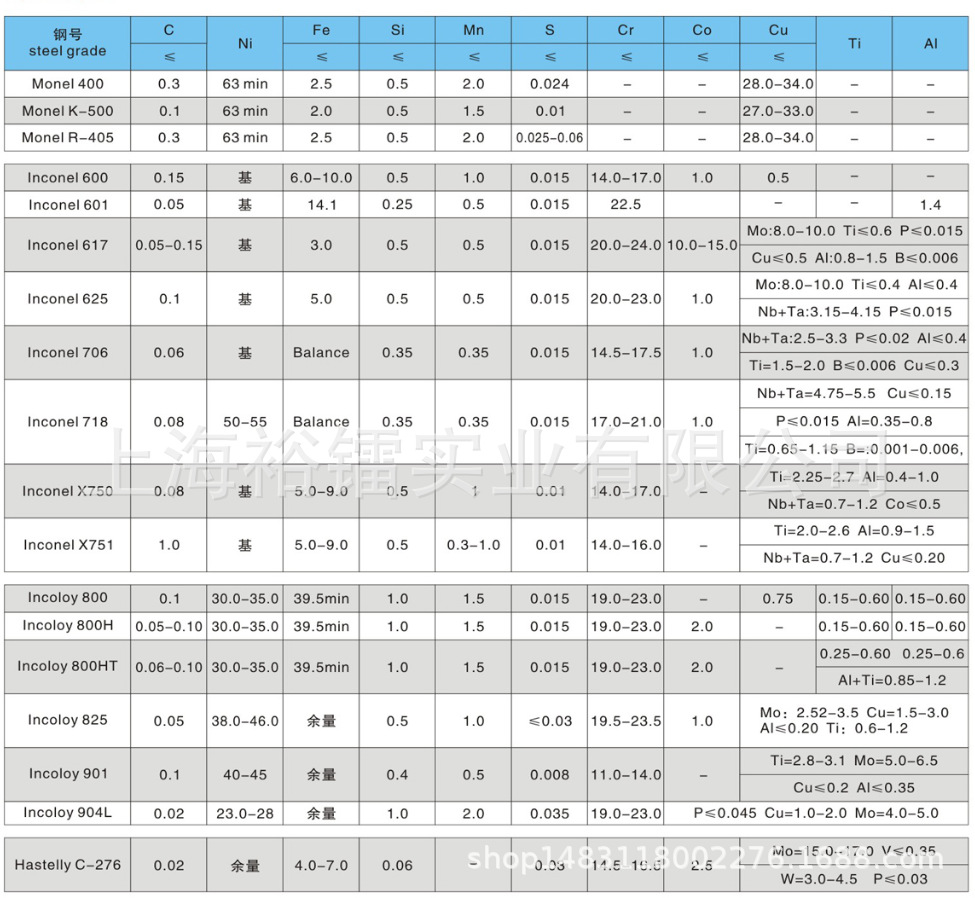
化學(xué)成分
| C | Cr | Ni+Co | Al | Ti | Fe | Nb+Ta |
| ≤0.08 | 14.0~17.0 | ≥70.0 | 0.40~1.00 | 2.25~2.75 | 5.00~9.00 | 0.70~1.20 |
| Co | Mn | Si | S | Cu | P |
| 不大于 | |||||
| 1.00 | 1.00 | 0.50 | 0.010 | 0.50 | 0.015 |
注:表中Mn、Si為棒、鍛件、環(huán)形件和絲材含量,板材、帶材和管材為:Mn≤0.35%,Si≤0.35%。
處理工藝
板、帶、管材供應(yīng)狀態(tài)的固溶熱處理制度980℃±15℃,空冷。材料及零件的中間熱處
理制度,可分別選擇下列工藝進(jìn)行熱處理。
退火:955~1010℃,水冷。
焊接件焊接前退火:980℃,1h。
焊接件消除應(yīng)力退火:900℃,保濕2h。
消除應(yīng)力退火:885℃±15℃,24h,空冷。
品種規(guī)格
可以供應(yīng)各種規(guī)格的棒材、鍛件、環(huán)形件、熱軋板、冷軋板、帶材、管材和絲材。
板材和帶材一般于熱軋或冷軋、退火或固溶、酸洗拋光后供應(yīng)。
棒材、鍛件和環(huán)形件可于鍛態(tài)或熱軋狀態(tài)供應(yīng);也可于鍛后固溶處理供應(yīng);棒材可于固
溶后磨光或車(chē)光供應(yīng),當(dāng)訂單有要求時(shí),可于冷拉狀態(tài)就位。
絲材可于固溶狀態(tài)供應(yīng);對(duì)于標(biāo)稱(chēng)直徑或厚度在6.35mm以下的絲材,可固溶后并以50
%~65%的冷拉變形供應(yīng);標(biāo)稱(chēng)直徑或邊長(zhǎng)大于6.35mm的絲材,固溶處理后以不小于
30%的冷拉變形供應(yīng)。對(duì)于標(biāo)稱(chēng)直徑或邊長(zhǎng)不大于0.65mm的絲材,根據(jù)要求固溶處理
后以不小于15%的冷拉變形供應(yīng)。
鑄造工藝
合金采用電弧爐加真空自耗重熔、真空感應(yīng)加電渣、電渣加真空自耗重熔或真空感應(yīng)加
真空自耗重熔。
應(yīng)用概況
該合金主要用于制造航空發(fā)動(dòng)機(jī)工作溫度在540℃以下的耐腐蝕的平面波形彈簧、周向
螺旋彈簧、螺旋壓簧、彈簧卡圈和密封圈等零件。






 客服1
客服1  客服2
客服2